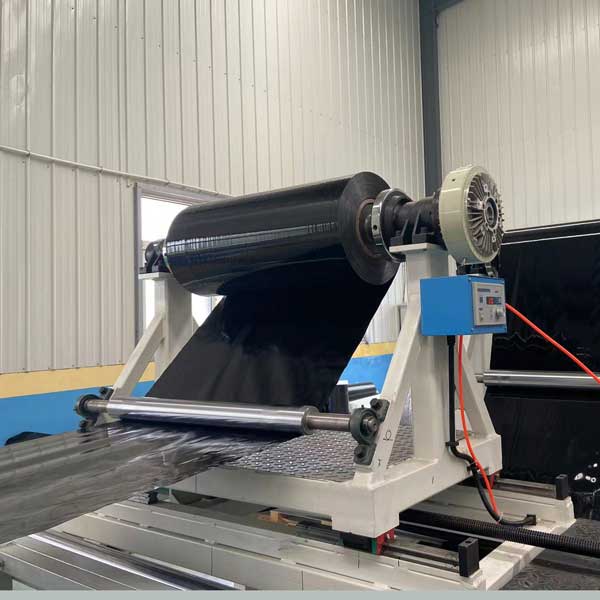
自動(dong)鋪放過程(cheng)中cfrt預浸帶(dài)浸潤效果(guǒ)影響單向(xiang)帶粘附性(xìng)
作者:青島(dao)海鐵 次浏(liú)覽
預浸帶(dài)的粘性也(ye)是自動鋪(pù)放成功與(yu)否的一個(ge)重🙇🏻要因🛀🏻素(su),樹脂🤩對纖(xiān)維徹底浸(jìn)潤還是部(bu)分浸潤嚴(yan)重🈲影響📐預(yù)浸帶間🏃🏻粘(zhān)附的好♉壞(huai),也同樣影(ying)響預浸帶(dai)對🌈模具粘(zhān)附的好壞(huài)。預浸🍓帶表(biao)面的樹脂(zhi)💔太少,表面(mian)
預浸帶 的(de)粘性也是(shì)自動鋪放(fang)成功與否(fou)的一個重(zhòng)要因素🛀🏻,樹(shu)脂對纖⛹🏻♀️維(wéi)徹底浸潤(rùn)還是部分(fèn)浸潤嚴重(zhong)影響預浸(jin)帶間粘附(fù)的好壞,也(yě)同樣影響(xiang)預浸帶對(duì)模具粘附(fù)的好壞。 預(yu)浸帶 表面(miàn)的樹脂太(tài)少,表面的(de)纖維便不(bu)會很好地(dì)與其💰他纖(xiān)維或與已(yi)鋪好的預(yù)浸帶表面(miàn)粘合,通常(cháng)需要通過(guo)加熱預浸(jìn)☁️帶的方法(fa)來增加其(qí)粘性。這裏(li)提到的加(jiā)熱方法是(shì)最常用的(de)增加預浸(jin)帶間粘性(xing)的方法。例(li)如,雙馬來(lái)酰亞胺和(he)許多增韌(rèn)的環氧樹(shù)脂的♋粘性(xìng)都很低,爲(wei)了,制造層(céng)合闆需要(yao)對它們的(de)預浸帶加(jiā)熱來增加(jiā)其粘性,有(you)的熱塑性(xìng)樹脂預浸(jìn)帶甚至需(xu)要加熱到(dào)400℃左右來進(jin)行自動鋪(pù)放。另一種(zhong)情況,表⛷️面(mian)樹脂過多(duo)而内📞部樹(shù)脂過少的(de)預浸帶在(zai)壓緊過程(cheng)中容易從(cong)内部被㊙️撕(sī)開并分離(lí)。也就是說(shuō),一半預浸(jin)帶可能粘(zhan)附在模具(jù)上鋪層的(de)表面,而另(ling)一半可能(néng)仍停留在(zai)離型紙上(shàng)。

因此,需要(yào)對預浸帶(dài) 間的粘附(fu)性進行表(biǎo)征來衡量(liàng)其是否适(shi)宜于自動(dong)鋪帶。測量(liàng)層間粘合(hé)品質的标(biao)準方法是(shi)雙懸臂梁(liáng)(DCB)測試,這個(ge)測量方法(fǎ)是基于複(fú)合材料單(dān)向闆的Mode I層(ceng)間斷裂韌(rèn)性的🍉測試(shì)方法,但是(shi)這個方法(fa)要求樣品(pin)厚度爲3~5mm,換(huan)算後爲24~40層(ceng),樣品的制(zhì)💰備和測試(shi)是非常耗(hao)時的。DCB測試(shì)和楔子剝(bao)離實驗已(yǐ)經用來☂️确(què)定層合闆(pǎn)的品質,二(er)者也存在(zài)着相關性(xing)。因此,通過(guò)雙懸👨❤️👨臂梁(liang)和楔子剝(bāo)離測試可(ke)以對預浸(jìn)帶間🚩的粘(zhan)性進行定(ding)量的測量(liàng)和比較,對(duì)其鋪放适(shi)宜性可💋以(yǐ)進行評估(gu),通過不同(tóng)🔞的平均剝(bāo)離力來選(xuan)擇出适宜(yí)某種自動(dong)鋪帶機鋪(pu)放的預⛱️浸(jìn)帶。
想要咨(zi)詢cfrt預浸帶(dài)單向帶 ,請(qǐng)聯系青島(dao)海鐵,爲您(nín)提供優質(zhi)産品服務(wù)。