CFRT材料(liào)生産—預浸(jìn)帶制備技(ji)術
作者:青(qīng)島海鐵 次(ci)浏覽
在CFRT制(zhi)備過程中(zhōng),由于熱塑(sù)樹脂的黏(nian)度高,與熱(rè)固樹脂🈲相(xiàng)比其浸漬(zi)難度大,一(yi)般先采用(yong)浸漬工藝(yì)制備出連(lian)續纖維增(zeng)強熱塑預(yù)浸料,之後(hou)再利用成(cheng)型技術制(zhi)備出複合(hé)材料成品(pin)。國内💃外目(mù)前已
在CFRT制(zhi)備過程中(zhong),由于熱塑(su)樹脂的黏(nian)度高,與熱(rè)固樹脂相(xiàng)比🈚其🐇浸漬(zi)難度大,一(yī)般先采用(yong)浸漬工藝(yi)制備出連(lian)續纖維增(zeng)強熱塑預(yu)浸料,之後(hou)再利用成(chéng)型技術制(zhi)備出複合(hé)材料成品(pin)。國内♊外目(mu)前已研發(fa)的預浸料(liao)制備技術(shu)主要包括(kuo)雙鋼帶壓(ya)法、熔融浸(jìn)漬法、粉末(mò)浸漬法♉、混(hun)纖法、溶液(ye)浸漬法以(yi)及反應浸(jìn)漬法等;CFRT成(chéng)型技術主(zhu)♉要有模壓(yā)法、自動鋪(pù)帶法、纏繞(rao)法等。預浸(jin)料制備技(ji)術🐅和複合(he)⛹🏻♀️材料制品(pǐn)♊成型技術(shù)之間沒✍️有(yǒu)嚴格的界(jie)限,例如雙(shuang)鋼帶壓法(fa)和模壓法(fa)既可以用(yong)來制備預(yù)浸帶材,也(yě)可用于最(zuì)終複合材(cai)料闆材的(de)成型。

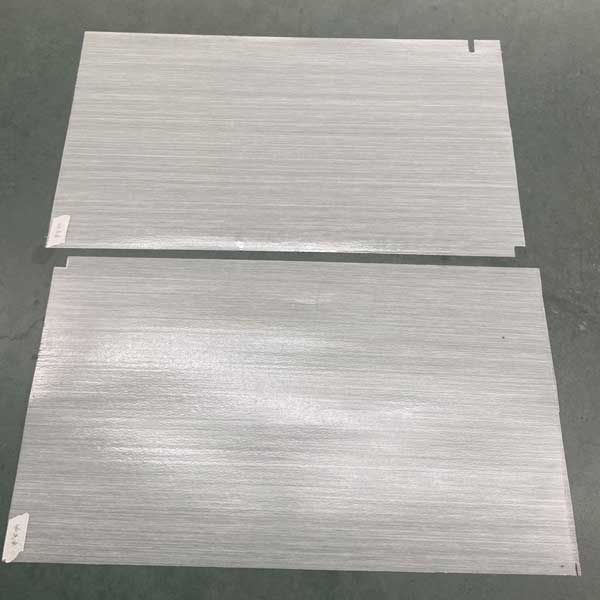
CFRT複合(he)材料溶融(róng)浸漬
溶融(rong)浸漬過程(cheng)中,樹脂首(shǒu)先通過多(duo)種途徑達(dá)到溶融狀(zhuàng)态🚶♀️, 在一定(dìng)壓力的作(zuò)用下對處(chu)于分散狀(zhuàng)态的增強(qiang)纖維進行(háng)浸漬,力争(zhēng)做到纖維(wei)束内浸漬(zi), 最後冷卻(què) 得💔到預浸(jìn)料或者直(zhi)接進行成(cheng)型加工。
溶(rong)融浸漬工(gong)藝簡單,過(guò)程中基本(ben)不産生揮(hui)發性物質(zhi),能夠較爲(wèi)🧑🏾🤝🧑🏼精确的控(kong)制預浸料(liào)的纖維含(han)量; 但是浸(jin)漬過程要(yao)求樹脂具(jù)有🔱較低的(de)溶融溫度(dù)和溶融粘(zhān)度。
溶融浸(jìn)漬工藝的(de)核心即讓(rang)纖維束在(zai)浸淸過程(chéng)中分散 , 使(shi)纖維束内(nei)部得到 充(chōng)分的浸漬(zì)。 早期的溶(róng)融浸淸工(gōng)藝借鑒🔅了(le)電纜包覆(fù)的工藝, 溶(rong)融的熱塑(su)性樹脂隻(zhi)是對纖維(wei)表面進行(hang)了包覆 , 纖(xiān)維束間基(jī)本✉️上沒有(yǒu)得到浸漬(zi) 。
因此需要(yào)通過必要(yao)的手段使(shi)纖維束内(nèi)部得到浸(jin)漬 。
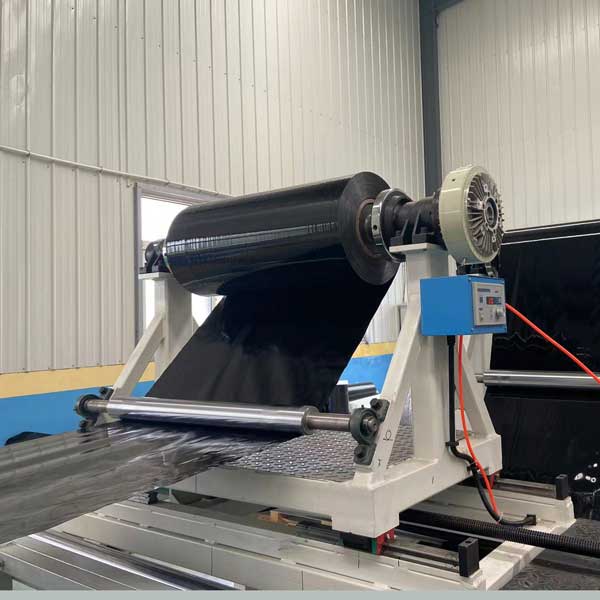
相關專(zhuan)家開發了(le)一套熱塑(su)性樹脂培(péi) 融浸漬裝(zhuāng)置,利用各(gè)類棍系實(shí)現對纖維(wéi)的分散、 浸(jìn)漬以及對(duì)預浸帶進(jin)行上光;研(yán)究了多個(ge)工藝參數(shu) , 包括溶融(róng)溫度 、 輯數(shù)及牽引速(sù)度等因素(sù)對預浸 帶(dài)浸漬效果(guo)的影響情(qíng)況,通過該(gai)裝置成功(gong)制備了 浸(jin)漬💔效果良(liáng)好🏃🏻的連續(xu)纖維預浸(jin)料 。
想要咨(zi)詢CFRT 預浸帶(dài)闆材,請聯(lian)系青島海(hǎi)鐵,爲您提(tí)供優質産(chan)品服務。